Moving out of China seems to be an irreversible trend for many IT products manufacturers at the moment. But where are they relocating? For Wistron, India is a key destination; for HHD vendors, their contract manufacturers are converging in Thailand. For some, the US seems to be the last destination they would consider.Wistron increasing investments in India: Wistron has been making new investments in India in the past couple of years and though the company currently still needs some more time to iron out differences with the Indian government, it still believes the country will become an enormous market with strong domestic demand driven by digitalization, according to company chairman Simon Lin.HDD makers to scale up production in Thailand: Taiwan-based HDD manufacturers Cal-Comp Electronics & Communications and Quanta Storage have both moved to scale up their output in Thailand at the request of their major clients Seagate and Western Digital (WD), according to industry sources.Inventec moving production lines out of China, but will not take sides in trade war, says chairman: Clients may be willing to pay for the expenses for manufacturing partners to move production out of China, but it remains to be seen how much longer such willingness is going to last, Inventec chairman Tom Cho has said in response to the escalating US-China trade war.
Wistron has adopted AI technology to inspect defects of products at three of its factories and will extend such inspection to other plants, according to company senior software manger Liang Wei-quo.The AI-based defect inspection has been adopted for SMT (surface-mount technology) and DIP (dual in-line package) lines for producing notebooks and servers mainly, Liang said.Automatic optical inspection (AOI) may have high efficiency, but many manufacturers set AOI parameters at high levels in order to achieve high yield rates, resulting in over-sensitivity of inspection equipment, Liang said, adding manual work has to follow to double check the products for misjudged ones possibly made by AOI, Liang indicatedIn a bid to attain accurate inspection without using human eyes, Wistron has used more than 150,000 images in AI-based deep learning for 15 models of defect recognition for SMT production lines, with accurate recognition taking only 0.01 second, Liang noted. For DIP production lines, more than 130,000 images have been used in AI deep learning for five models of defect recognition, Liang indicated.The first step in using AI-based inspection is to define what defects need to be inspected and the second step is data marking, Liang said. Wistron has collected more than one million images but selected from them 150,000 that represent various defect attributes for data marking, Liang noted.After deep learning, AI-based models of recognition came into operation and, despite high levels of accuracy in recognition, the overall performance was short of expectation, Liang said. Thus, Wistron checked the dataset of images to choose images that represented defect attributes but were not chosen originally for additional data marking to improve the overall performance, Liang indicated.
The worldwide top-5 notebook brands saw their combined shipments rise 10% on month in May, a growth weaker than that of the same month a year ago. Although the US-China trade tensions have prompted notebook vendors to stock extra inventory, their efforts have been hampered by Intel's ongoing CPU shortages, according to Digitimes Research's figures.With new products and Chromebooks beginning mass shipments, Hewlett-Packard (HP) became the largest notebook brand in May. Lenovo had an on-month shipment drop in May as its Chromebook procurement orders reached the end-of-life (EOL) phase, but the China-based vendor still maintained an on-year growth, Digitimes Research's numbers showed.Dell's notebook shipments slipped dramatically on month in May due primarily to a sharp decline in enterprise models.The top-3 ODMs together witnessed an on-month shipment increase of 16% in May. Quanta's shipments picked up significantly from a month ago because of orders from HP and Apple, and the maker was the best performer of the top-3.
The US ban on Huawei does not seem to have dampened the industry players' interests in 5G, with many still expecting explosive growths to come soon. Handset vendors remain as keen as ever on rolling out 5G smartphones sooner rather than later. The networking/communications device sector also remains optimistic about 5G. In Taiwan, development of the 5G sector has received a boost from a multi-million US dollar government plan.Chip demand for 5G phones ramping up: Taiwan-based IC design houses have seen brand handset vendors slow down their pace of orders for 4G models, but start ramping up demand for new-generation 5G devices, according to industry sources.5G commercial runs immune to trade war, says Accton president: The US trade sanctions on Huawei will not slow down global 5G commercial launches, as telecom operators worldwide are still regularly moving to build communications networks though they may change suppliers of telecom equipment, according to CC Lee, president of Taiwan-based Accton Technology, a provider of networking and communication solutions.Taiwan government to spend NT$20.4 billion on 5G development in 2019-2022: Taiwan's government has approved a budget of NT$20.4 billion (US$647.72 million) for facilitating the development of various value-added and verticalized application services under the 5G networks in the next four years, according to officials.
Taiwan startup Yallvend is ready to promote its newly developed vending upgrade kits (VUK) designed to make vending machines smart and able to perform mobile payment functions, according to company CEO CY Huang.Huang said that traditional vending machines usually cannot work well for about one tenth of the time, due to mechanical failure, stock running out, or no sufficient cash available to make change. This, coupled with poor inventory and replenishment management amid the absence of network connections, and fraudulent coin insertion by consumers, makes it necessary for automatic vending machines to go smart.Huang indicated that though Yallvend's VUK module comprises only three devices - modem, antenna and QR code - it can help upgrade existing vending machines to IoT level and address the abovementioned problems.Yallvend, founded in January 2019, also offers backend information management system to help operators harness the latest operation conditions of their vending machines and boost overall operating efficiency. The system can issue warnings twice, one at 50% of inventory left for each product item on sales and the other at 25%, to allow operators to better time their replenishment and reduce related cost, according to Huang.Through the QR Code on each vending machine, Huang continued, consumers can easily use mobile payment platforms to shop at vending machines.Huang commented that connecting vending machines is a simple technology, but it is a great challenge for such machines to handle mobile payment. In this regard, he stressed that Yallvend has developed a friendly common solution to equip coin-operated washing machines and automatic car washing machines with mobile payment capability.Besides the Taiwan market, Huang revealed, Yallvend has zeroed in on Southeast Asia and Japan as next target markets for its UVK solutions.
The escalating US-China trade war is sending IT firms moving their manufacturing operations from China to avoid the tariffs imposed on Chinese products. But plant relocation is much easier said than done, as it is a complicated process involving the entire supply chain from the upstream to the downstream apart from the necessary expenses. Today's reports offer insights into the difficulties for relocation and some latest developments at Wistron and Catcher. Trade war to impose 3 major challenges for production relocation: The US-China trade war is disrupting IT supply chains and presenting three major challenges to makers trying to move production lines from China - difficulty in building complete logistics systems, a lack of assembly line and management personnel, and increase in operating cost.Wistron looking to set up pilot line in US; Catcher eyeing Southeast Asia or Taiwan for new plant: Wistron chairman has disclosed that the ODM is looking to set up a pilot line in the US as a backup to its manufacturing facilities in Mexico. Meanwhile chassis maker Catcher is planning to establish a new plant either in Taiwan or Southeast Asia.
Foxconn has introduced a new committee for collective management for the "post-Terry Gou era," as the chairman is stepping down soon to facilitate his bid for Taiwan's presidency. The company has also disclosed it has not seen clients asking it to move production our of China despite the rising trade war, but its global production capacity is enough to support its clients' needs.
The US trade ban may have halted Huawei's expansions overseas, but has prompted China to accelerate the pace of 5G deplopyments domestically. Huawei reportedly is redesigning its base stations to accomodate lower-spec components for local deployments, and is relying more on Taiwan suppliers, with a new ecosystem possibly taking shape to serve mainly Chinese IT firms.
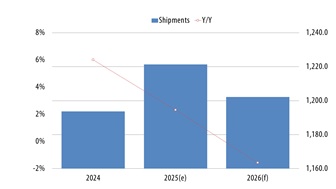
Because of the US-China trade tensions and Intel's ongoing CPU shortages, worldwide all-in-one (AIO) PC shipments are expected to shrink 5% on year to arrive at only 12.8 million units in 2019, a weaker performance than expected previously, according to Digitimes Research's figures.AIO PCs will account for 12.6% of overall desktop shipments in 2019, Digitimes Research's numbers showed.Of the top-4 AIO PC brands, the top-2 brands - Apple and Lenovo - will see sharper shipment declines than others in 2019, while third-place Hewlett-Packard (HP) and foruth-place Dell will both see stead performances.AIO PC ODM Quanta Computer will be hit quite hard as a result of both Apple and HP cutting orders. Lenovo has also reduced its AIO PC orders for its ODM partners Wistron and Compal Electronics for 2019.
Since British technology pioneer Kevin Ashton coined the term "Internet of Things" in 1999, IoT development has undergone several stages including "terminal connection" and "platform analysis" before being integrated with artificial intelligence (AI) into the current AIoT, achieving multiple applications in diverse domains such as smart home, the Internet of Vehicles (IoV), and smart manufacturing. In future combination with 5G, AIoT will penetrate into more vertical markets faster to generate immense business opportunities by leveraging 5G's broad bandwidth, low latency and huge connectivity.At the IoT Innovative Developments Forum organized by Digitimes during Computex 2019, speakers from many leading firms - from diverse sectors, including cloud service, industrial PC, e-paper, testing and validation service, and semiconductor - provided insights into IoT development.IoT applications cannot be materialized without the combined support of bottom-layer sensors, middle-layer gateways and upper-layer cloud platforms, with every node requiring semiconductor technology to serve as the development basis.Sahil Bansal, senior director of product management at Qualcomm, noted that the firm's Vision Intelligence Platform integrates such elements as image signal processor (ISP), high-speed AI engine, machine learning and computer vision software development kit (SDK), generating more space for imagination about the applications of robots, industrial cameras, wearable cameras and VR cameras.Robert Chang, associate director for IoT market development at Avnet Asia, stressed that hardware devices alone are not sufficient to support whole IoT application scenarios, and therefore his company has been aggressively developing cloud data, AI and IoT PaaS platforms, seeking to build one-stop service niches and help clients accelerate design, development, volume production and sales deployment of IoT products.KiPhone Lin, associate vice president of IPC maker Advantech, opined that the forces of ecosystem partners count greatly in bringing AIoT applications into full play.Kyle Lee, deputy director of IoT PM division at E Ink Holdings, also noted that electronic paper, featuring low power consumption, visibility under the sun, super-wide viewing angle and flexibility, can serve as best displays in many IoT application environments.David Feng, intelligent cloud & edge lead at Microsoft, emphasized that IoT projects are usually very complicated, and comprehensive smart cross-cloud and edge-to-device architectures are badly needed to simplify the complexity.Arvin Ho, vice general manager at TUV Rheinland Taiwan, reminded that IoT device developers must select proper networking technologies or their devices may need to undergo renewed testing and validation processes.In analyzing the evolution of global IoT ecosystems in 2019, Jim Haiso, an analyst at Digitimes Research, pointed out that the ever-expanding cellular networks, LPWA (low power wide area) networks, IEC 62443-4-2 safety standards and IoT platform ecosystems will be a trend deserving great attention.IoT Innovative Developments Forum organized by Digitimes during Computex 2019Photo: Michael Lee, Digitimes, May 2019