Mr. Wufu Chen, Chairman of Acorn Campus Taiwan pointed out that, facing a new wave of lifestyle paradigm shift, he and his company will assist Taiwan in forming an international team with globalized visions and help Taiwanese startups connect with international talents, markets, and capital. On top of technological skills, members of the international team should also possess international vision and perspective. They must be able to define their market and customers, and engage in dialogs with the international market, thereby establishing a footing for the new economy and industry developments in Taiwan.For the past few years, enterprises not only face challenges in operating growth and diversified management, they also need to deal with operating pressure arising from digital transformation as the global economy embarks on a new phase of paradigm shift. In the past, Taiwanese enterprises often sought to deal with such problems through internal innovation and solve business problems accordingly. Nevertheless, more and more enterprises have begun to look for external innovative collaborations and establish new business models. This is why corporate venture capital (CVC) has become one of the solutions for enterprises.Mr. Chen pointed out that there is a chance for CVC to make up for the inadequacy of VC in Taiwan. In particular, in terms of all next-generation products and services, the value of physical products and hardware is gradually decreasing, while the value of services generated from software and applications, including artificial intelligence (AI) and software-as-a-service (SaaS) solutions, is rapidly increasing. This implies that enterprises need to accelerate their investments in digital transformation. For Taiwanese enterprises whose business mindset is largely focusing on OEM and ODM, partnering with startups to acquire service contents, flexible responses, and an understanding of the digital generation can help accelerate the progress of digital management for these enterprises.Mr. Chen emphasized that Taiwan has competent local entrepreneurs (who focus on providing "little joys"), as well as national entrepreneurs (whose goal is to go public in Taiwan). Whereas, the target of the international team is clear—to help Taiwanese startups venture into the global market. Therefore, international resources should also be proactively deployed for the management of the entire ecosystem. Mr. Chen suggested that the "Silicon Valley model" could be utilized to source international funding on a project basis. In addition, the concept of "marketing" needs to be reinforced in Taiwan to make industry more sensitive to developments of the global market.Mr. Chen pointed out that internationally, several important paradigm shifts have since occurred in the information and communications technology (ICT) industry and industry in general after 2000. The first of which was a paradigm shift in networking technology driven by networking hardware companies including 3COM and Cisco in 2000. This particular paradigm shift also underpins the development of global networking.As the networking structure becomes increasingly complete, a paradigm shift in business models, driven by Google, Facebook, YouTube, and Amazon, took place subsequently. In this stage, it enabled everyone around the world to completely connect their work and life to the Internet and provided impetus for a new type of lifestyle. Therefore, the development underscores the fact that a product must be able to bring interactions and experiences to its users.The next big thing will be the paradigm shift in lifestyle, driven by the metaverse, etc. This phase has only just begun and opportunities are plenty. However, an entrepreneurial team needs to be able to understand the market demand in addition to possessing the required technological competencies. In particular, sensibility-driven value will immensely exceed rationality-driven value.Mr. Chen pointed out that while developing the new economy, "Technology is global, but service is local." Although Taiwanese startups are technologically competent, technologies are only tools after all. Producing the same product by using the same technology in a different market such as the U.S., will yield results that are different from the Taiwan market. Therefore, while developing an international market, a team needs to acquire insights into the local market's needs and provide products that cater to such needs.Since rapidly changing and unstable global developments have led the capital market to believe in an impending recession, Mr. Chen believes that there may be a tightening in the capital supply, making it even more imperative for startups to control and manage their cash flows. In particular, it would be best for startups that have just acquired funding to put their plans on hold. He also recommends startups to reposition their products since the current economy has made the end-user customers less willing to invest. Startups could use this time to adjust their product structure and focus on how their products could reduce customers' input costs and maximize their profits. For instance, subscription to SaaS services, which has gained popularity recently, is an opportunity that is hard to pass up.At this day and age, no one is positioning themselves as an AI company anymore! Mr. Chen is very candid on this topic. Nowadays, every single entrepreneur has AI. The key is not simply having it, but what you are doing with it. As he mentioned at the beginning of this article, the greatest core value to any entrepreneurial effort lies in "what you are doing," i.e., every entrepreneur should think about what they are doing, and what they wish to achieve. By contemplating these two questions, they may be able to find answers that are completely unexpected.Readers can download " 2022 Taiwan Startup Ecosystem Survey" jointly conducted by PwC Taiwan, TIER and DIGITIMES: https://www.pwc.tw/en/publications/taiwan-startup-ecosystem-survey.html
Geopolitical influences and rising labor costs in China are bringing drastic changes to the global supply chain, prompting high-tech companies to relocate their production bases to Southeast Asia. For its convenient geographic location, competitive labor market and policy support, Vietnam has attracted Korean, Japanese and Taiwanese firms to establish factories in the country. As opposed to the other countries, Taiwan invests particularly heavily in ASEAN member states. According to the Investment Commission, Ministry of Economic Affairs, in 2021, more than 37% of Taiwan's overseas investments went to ASEAN member states, which overtook China to represent the largest portion of Taiwan's overseas investments with a focus on the electronics industry. In response to the trend, Andrew Chen, in charge of Dimerco Express' Vietnam operation, advises that companies should get a full grasp of the pros and cons while leveraging partners that have been cultivating the local market for years so as to take advantage of what Vietnam has to offer.With a relatively small domestic market, Taiwan has been heavily dependent on foreign trade. This is especially true in the case of the Taiwan electronics industry. Taiwan has risen to become a key player in the global economy after decades of building up its technological strength. China's reforms and opening-up in the 1990s made China an investment target to the Taiwan electronics industry. A triangular trade model has therefore been created, in which orders are taken in Taiwan, goods are made in China and they are then exported to the U.S.The start of the U.S.-China trade war in 2018 and the establishment of the ASEAN Economic Community (AEC) in 2015, which opened up a pathway to an enormous market and labor supply, have prompted global manufacturers including electronics makers to relocate production bases out of China to Southeast Asia. Chen notes among Southeast Asian countries, Vietnam appears to be extremely attractive as a manufacturing hub.Vietnam has the third largest population among ASEAN countries. The enormous workforce coupled with the reform policies launched in 1980 drove Vietnam's transition from an agricultural to an industrial economy. Although farm produce still represents a major portion of Vietnam's exports, Japanese and Korean electronics manufacturers began to invest in the country in 2000, pushing its industrial transformation forward. Taiwanese electronics manufacturers are also picking up the pace of their expansion into Vietnam. To name a few, Wistron, Pegatron, Compal and Inventec have all been stepping up their investments in Vietnam.Based on Chen's insight, Vietnam appeals to global leading manufacturers for three reasons. The first is its large labor market. Vietnam's labor force, aged 15 to 60, represents almost half of its population, which is close to 100 million. Vietnamese people are diligent workers and quick learners so they are suitable for complex electronics manufacturing jobs. Electronics factory workers in Vietnam earn on average US$200 to US$250 a month. The labor costs are cheaper in Vietnam compared to China, where employers have to contribute to five kinds of insurance and a housing fund.The second is its convenient geographic location. Vietnam is situated at the heart of Southeast Asia and bordered by China. Electronics parts that are shipped by road transport from Southern China through the Friendship Pass, a border control between China and Vietnam, can arrive in the electronics cluster in northern Vietnam for assembly within a day. This allows manufacturers with production bases in Vietnam to control logistics costs while taking advantage of China's complete supply chain ecosystem.The third is its policy support. Vietnam has significantly eased the restrictions on foreign investments to increase its appeal to foreign businesses. Moreover, it has entered into free trade agreements (FTA) with 15 countries, allowing goods exported from Vietnam to enjoy tariff reductions. It also offers incentives to high-tech firms and knowledge industry firms to drive the country's industrial transformation.Chen states that manufacturers worldwide have been pressured by rapid supply chain changes spurred by geopolitical tensions and COVID-19. Despite Vietnam's advantages, electronics manufacturers with production bases in the country have to stay on top of Vietnam's industrial and economic environment and strategize accordingly. Logistics that is critical to production and delivery should be a focus of their attention. In today's supply chains, orders demanding rush delivery or short lead times have become the norm. Things are expected to stay this way for at least five years. With Vietnam's industrial ecosystem yet to mature, electronics manufacturers must still import their parts because local parts production cannot keep up with demand. Under such circumstances, the global competitiveness of these companies hinges on the completeness of their logistics service system.Taking Dimerco for example, Chen notes that Dimerco has been in operation for longer than five decades with service centers located in major cities throughout the world and 128 corporate-owned offices in Asia Pacific. Dimerco's Vietnam branch was established in 2008 and has teams stationed across Northern and Southern Vietnam to deliver tailored logistics services suited to various industries at different geographic locations.Dimerco provides complete freight services via air, land and sea transportation. With a far-reaching worldwide logistics network that connects Asia with the world, Dimerco partners with more than 10 global ocean freight forwarders and five cargo airlines, including Eva Air and China Airlines, and cross-border land transportation firms in Asia. Aside from physical freight shipping, Dimerco also leverages digital transformation to create a more refined user experience. According to Chen, Dimerco's self-developed technology platform connects different systems through electronic data interchange (EDI) so that customers can log into the MyDimerco Portal – a 24/7 online resource for freight tracking and performance monitoring. Furthermore, Dimerco has obtained ISO 27001 Information Security Management System certification so customers can be assured their data is safe.Chen points out that Vietnam now plays a vital role in electronics manufacturers' planning as they compete in the global market. Apart from strengthening their manufacturing capabilities, manufacturers also need a robust logistics partner to ensure stable and on-time delivery of raw materials and finished products. Serving a large number of Taiwan-based electronics manufacturers in Vietnam, Dimerco offers high-reliability and high-quality logistics services at reasonable costs, with strong system integration, via a complete shipping network and with an enthusiastic spirit. Making logistics a pillar to customers' competitive edge, Dimerco helps customers conquer market challenges and tap upcoming opportunities.Dimerco and the Semiconductor IndustryKey Logistics Expertise and Capabilities Required to Serve the Semiconductor Supply Chain
Astronomy is one of the oldest fields of science in the world. Related studies accumulated by scientists over centuries have spurred the development of knowledge in human society. Today, astronomy has become a necessary area of research among knowledge-developed countries. The Academia Sinica Institute of Astronomy and Astrophysics (ASIAA) has achieved remarkable academic feats in only a few years since its establishment in 2010. With the intention of boosting research capabilities, the AMD EPYC processors has been incorporated as the core of ASIAA's next-generation computing system, which went online not too long ago in 2022. ASIAA Director Dr. Ue-Li Pen explained that not only can the AMD EPYC processors meet ASIAA's huge computing needs, but its server can also take up less rack space due to its high computing density. On top of that, it only requires one-third of the electricity consumed by previous equipment to achieve the same level of computing power. "The new system powered by AMD EPYC processors will be of tremendous benefit to academic research at ASIAA," Dr. Pen added.Leveraging High Computing Power to Optimize Astronomical Research CapabilitiesDr. Pen then gave an introduction on research areas ASIAA is involved in. He highlighted that as astronomy encompasses a wide range of fields, ASIAA has conducted research on most fields in both observational and theoretical astrophysics, including planets, stars, black holes, and galaxies. Meanwhile, ASIAA has also invested heavily in the development of telescopes and the related astronomical instrumentation to bolster its research capabilities. In recent years, ASIAA has actively engaged in international research in collaboration with a host of developed countries. Dr. Pen cited the high-resolution black hole image released in May this year as an example of such a research initiative. The image was taken by the Event Horizon Telescope (EHT), an international collaboration project aimed at capturing images of black holes. ASIAA not only participated in this project through the Greenland Telescope, but also played an integral role in it. Aside from the Greenland Telescope, ASIAA is also involved in the Atacama Large Millimeter/Submillimeter Array (ALMA), the largest ground-based observatory project in human history. Furthermore, Dr. Pen also revealed that ASIAA has initiated efforts to conduct a new project aimed at studying fast radio bursts (FRB) and is currently building the world's first telescope dedicated to studying this mysterious signal in Taiwan. "We hope to become a leading astronomical research institution and devote ourselves to nurturing the next generation of Taiwanese scientists," Dr. Pen said.However, it is extremely difficult to achieve the desired quality of research results as scheduled, especially for astronomical research. As pointed out by Dr. Pen, a massive amount of data is required for various simulations in astronomical research. Prior to the commercialization of computers, research institutions had to deploy a large group of professionals for the purpose of calculating all kinds of data. This situation was mitigated after the advent of computing technology, but their effectiveness was still limited. Dr. Pen recalled the days as a young researcher at a university when the mainframe he used for research was only capable of calculating one-dimensional data. Later, computing power started increasing rapidly, and construction of the ASIAA mainframe had already begun in 2001 when ASIAA was still under Academia Sinica's Preparatory Office. The facility has since been upgraded numerous times according to changes in research contents.According to ASIAA Associate Research Fellow Dr. Min-Kai Lin, astronomical research is now in the era of three-dimensional data computation, which requires high system performance. For instance, Dr. Lin's research team studies how planets form using fluid dynamics simulations, which require large amounts of data to be analyzed using large-scale parallel computing techniques. ASIAA's mainframe system is replaced approximately once every five years, with the last generation going online in 2015. The system's 1,664 cores combined to form103 nodes, with each node having only 16 or 24 cores. As for storage, the system incorporated an open-source clustered storage system with a parallel file system. The nodes were connected based on the InfiniBand Fourteen Data Rate (FDR) transmission standard. That system had a total of 1,664 cores and consists of 103 nodes, each with only 16 or 24 cores. The storage part uses an open-source cluster storage architecture to build a parallel file system, and uses the InfiniBand FDR transmission standard to connect to each node.The system was still capable of meeting research needs in the early days after its inception. However, with ASIAA's continuous expansion, accompanied by the increased pace of internationalization, the number of cores and computing input/output of existing equipment at ASIAA gradually could not keep up with the research needs of the institution. "In the past few years, our planned calculations required hundreds or even thousands of cores, but the existing system was limited by its performance, so it could only execute a few cores so it could only run a few jobs at a time, leading to extended system times," Dr. Lin said. In order to solve this problem, ASIAA took on an initiative to design a new mainframe that incorporates both its current needs and future research plans. This led to the birth of a new-generation mainframe known as "Kawas."."Kawas means 'soul' in the Amis language, and represents the core of ASIAA's high-performance computing system," Dr. Lin explained. He pointed out that compared with previous computing systems, the performance of Kawas, which went online in 2022, has been upgraded substantially as it is now equipped with 2,048 CPU cores, 8 TB of memory, and 1.2 PB of parallel file system capacity. "The most unique feature of this system is that there are 128 cores in a single node and the nodes are connected by InfiniBand HDR 200 Gbps network switches, greatly improving the parallel computing performance of the system," Dr. Lin added. With the above hardware capabilities, the total computing power of Kawas reaches 61 TFLOPS. ASIAA Builds the Most Powerful Computing System Using Four Major Features of AMD EPYC processorsKawas's powerful performance originates from the AMD EPYC processors. Dr. Lin acknowledged that as a scientific institution, ASIAA is not beholden to brand names when evaluating products in the market. Instead, it prioritizes performance as a whole. "We carry out tests on different systems simultaneously based on software programs used by researchers and scientific topics in general. After all, the end goal is to enhance research output," Dr. Lin revealed. Upon careful assessment, the AMD EPYC processors came out on top due chiefly to four reasons: powerful performance, high density (due to computing performance that significantly reduces the total space taken up by its server), low power consumption, and compatibility.Dr. Lin further explained that the powerful performance of the AMD EPYC 64 core server enables various research teams at ASIAA to efficiently perform parallel computing in large quantities. "The 2,048-core system is the largest computing architecture we have ever built in ASIAA," he emphasized. The most significant benefit of such computing capabilities is reflected in the substantially improved performance of parallel computing. Previous generation computing systems, in which each node only had 16 or 24 cores, required a complex message passing interface (MPI) to achieve computations with hundreds of cores across different computing nodes. On the other hand, each node in Kawas has 128 cores from AMD EPYC processors, which enable a high level of parallel performance in a single node using Open Multi-Processing (OpenMP). Since OpenMP is relatively easy to develop and encompasses a wide range of applications, Kawas can markedly reduce the development time, and thus allows ASIAA to rapidly expand into new research directions. This advantage effectively bolsters ASIAA's essential efforts to develop its own original programs and libraries. In addition, its high performance also maximizes flexibility when it comes to how server rack space is used. Dr. Lin disclosed that Kawas only has 16 nodes. If products with more nodes are used, a large number of servers have to be configured to achieve Kawas's computing power of 61 TFLOPS. Whereas the AMD EPYC processors can substantially reduce the number of servers used and the space taken up due to their powerful performance. At the same time, for the same computing power, AMD EPYC processors demonstrate superior excellent performance in power consumption, which in turn enables higher computing density for cost and power-optimized platforms.As far as compatibility is concerned, Dr. Lin noted that the importance of system compatibility is due to extremely close cooperation between astronomical research institutions around the world. AMD compilers with an open-source architecture are readily compatible with systems in other countries, which in turn helps facilitate ASIAA's presence abroad. "Therefore, Kawas is the best system ever built by ASIAA in terms of computing performance, space utilization, power consumption, and compatibility," he stressed.This system, in which the cores of AMD EPYC processors play a key role, has been online for some time now. Aside from the products, the services provided by AMD and its partners are also the primary reason why the benefits of introducing the system have gained prominence. Dr. Lin revealed that during the early stage of introduction, ASIAA deployed the operating system using the QCT HPC Starter Kit, a tool available on QCT POD provided by AMD's partner, Quanta Cloud Technology. "This simple and fast one-time system deployment mode can significantly reduce the installation time of the overall HPC system and eliminate the major problem issue of overly-complex system configurations in the past., which used to be a major problem," he said while explaining the elaborating on the relatively comprehensive features of the QCT HPC Starter Kit. As for system management, the QCT HPC Starter Kit offers a variety of tools based on Kawas's needs. It not only assists in setting up HPC-related environments, but also enables administrators to keep track of system status and obtain information on resource utilization readily."With concerted efforts by all our colleagues, we have delivered remarkable results over the past few years. In addition to conducting research on an ongoing basis, we will also devote ourselves to nurturing the next generation of Taiwanese scientists," Dr. Pen said. Finally, he concluded that the powerful performance of AMD EPYC processors and the corresponding technical services will help ASIAA achieve this vision, and become a leading astronomical research institution in the world.ASIAA Associate Research Fellow Dr. Min-Kai Lin (left) and Director Dr. Ue-Li Pen (right)Photo: AMD
Optimistic about the global agri-food tech market of over US$500 billion per year, the estimated value of the investment portfolio of Foodland Ventures in the relevant industries has also surpassed US$250 million. Mr. Victor Chen, Founder & CEO of Foodland Ventures, stated that given the density of resources, Taiwan is equipped with a complete "farm-to-table" agri-food supply chain. From its local funding, talent pool, and technological strengths, Taiwan possesses the competitiveness required to expand into the global market.A comprehensive overview on opportunities and challenges facing entrepreneurs in the food and beverage industry in Taiwan, shows that similar to the Gold Rush in the 19th-century America, those who sold crowbars and pickaxes had in fact more potential and opportunity to grow than those who participated in the gold rush. In other words, in an industry with relatively intense competition, those with access to critical technologies and tools have the greatest chance to profit. In particular, there is a large gap in terms of the communications between the food and beverage industry, and the high-tech industry. Furthermore, prospects are looking up for Taiwanese startups that can act as "tool providers" in the food and beverage industry, thereby assisting the industry to grow through innovative technologies.Due to the COVID-19 pandemic, remote working and labor shortage have prompted a rapid transformation for in-store dining. The demand for software-as-a-service (SaaS) and automated services is rising, and this will also be the optimal entry point for the Taiwanese high-tech startups into the food and beverage industry. In addition, smart agriculture, fishing and animal husbandry in the upstream agri-food industry will also experience much development, given the concerns for food security and climate change.The food and beverage industry in Taiwan boasts a comprehensive industry chain. With its high-quality software and hardware R&D talent pool, there are opportunities for Taiwan to showcase its advantages in the international arena.Compared with the global market, although the Taiwanese market is relatively small, it possesses a comprehensive industry chain from the agri-food sector to the food and beverage industry, as well as a well-rounded information and communications technology (ICT) industry framework and manpower. All of which will make Taiwan a conducive environment for developing an agri-food tech market. Therefore, Foodland Ventures has chosen Taiwan as its first stop toward international development.Since Taiwan already has a comprehensive local food and beverage ecosystem, Foodland Ventures is proactively facilitating partnerships between enterprises and startups, so that Taiwanese entrepreneurs could have an opportunity to test the product-market fit by engaging in conversations with industry. In addition, Foodland Ventures also notes that many major traditional businesses have already proactively invested in innovative technologies to promote corporate transformations.In the development of agri-food tech, each market has its distinctive characteristics and needs. Therefore, Foodland Ventures will assist startups to choose the right international markets based on their individual technological competencies and operational qualities. Foodland Ventures will also guide them in market development. At the same time, the startup teams also need to reinforce their understanding of local markets. On top of building a team that will be stationed locally for the long-haul, they will also need to search for the right local partners, which will enable them to rapidly build a competitive edge in these markets.Mr. Chen said that Taiwanese startups and their products will be just as competitive even on the global stage. Looking forward to the next decade, agri-food startups in Taiwan will be very proactive in areas such as automation, artificial intelligence (AI), digital transformation, and environmental, social, and corporate governance (ESG).Moreover, the international capital market has undergone many changes in 2022, including post-pandemic developments, war and inflation. Mr. Chen pointed out a decline in the number of venture capital (VC) investments after the pandemic. This is mostly attributable to the restoration of rationality in the capital market. Nevertheless, early-stage investments in Taiwan have always been made in a more conservative and rational manner than those by international venture capitalists. Therefore, Taiwanese startups have become more prudent in seeking profitability after immersing in such a culture and addressing these demands over an extended period. Thus, the withdrawal of hot money and the increasingly conservative attitude of international VCs may not be such a bad thing for the Taiwanese startups after all. For startup teams that are already experiencing robust growth, the developments may even be helpful.In the long term, Foodland Ventures is optimistic about the potential of Taiwanese startups that wish to go global. As such, it will continue to form enterprise networks, gather international resources, and work toward aligning the startups with the necessary funding to help them succeed.Readers can download "2022 Taiwan Startup Ecosystem Survey" jointly conducted by PwC Taiwan, TIER and DIGITIMES: https://www.pwc.tw/en/publications/taiwan-startup-ecosystem-survey.html
Wolfspeed today announced the company will be supplying Silicon Carbide devices to power future Mercedes-Benz Electric Vehicle (EV) platforms, enabling greater efficiency in the powertrain. Wolfspeed's semiconductors will be incorporated into next generation powertrain systems for several Mercedes-Benz vehicle lines."Coming from a long-term technical collaboration history between our companies, we have now chosen Wolfspeed as one of our key partners for future Silicon Carbide devices, thus securing preferred long-term supply, technology and quality of this decisive semiconductor component for our electrification offensive," said Dr. Gunnar Güthenke, Head of Procurement and Supplier Quality for Mercedes-Benz.As a leader in luxury vehicles, Mercedes-Benz understands the need for superior performance. By leveraging Wolfspeed's expertise and Silicon Carbide devices to improve vehicle range and power, Mercedes-Benz plans to have some of the most efficient EVs on the road."We are pleased to be supporting Mercedes-Benz, an organization with a long, successful history of providing world-class performance and luxury vehicles, as they introduce next-generation EVs to the market with highly efficient power systems," said Gregg Lowe, CEO of Wolfspeed. "We are continuing to invest in our manufacturing capacity to support a steepening demand curve for Silicon Carbide devices that will not only improve EV performance and drive greater consumer adoption, but also support the sustainability efforts of global automotive leaders like Mercedes-Benz."The Silicon Carbide power devices for Mercedes-Benz will be produced at Wolfspeed's facilities in Durham, North Carolina and its new 200mm Mohawk Valley Fab in Marcy, New York. This Mohawk Valley Fab is the world's largest Silicon Carbide fabrication facility and is dramatically expanding Wolfspeed's production capacity. Earlier this year Wolfspeed also announced it was beginning construction on a new Silicon Carbide materials facility in North Carolina, which will expand its Silicon Carbide capacity by more than 10x.
Founded in 2015, WeMo Scooter provides new transportation alternatives to city dwellers by embracing visions of sharing economy, green energy, and environmental conservation. Having previously studied abroad and worked at international corporations, Mr. Jeffrey Wu, founder and Vice Chairman of WeMo Scooter, pointed out that, compared with countries such as Israel, the startup environment in Taiwan has its unique environmental factors but shows no major discrepancies. However, the key to the variance in startup performance can be found in execution.To an entrepreneur, having a vision is everything. By upholding its intention to "make city living more wonderful," for the past seven years, WeMo has been committed to enhancing the utilization of electric scooters, reducing idle vehicles in cities, reducing global air pollution with green energy, and making more public space available in cities via its real-time electric scooter rental services.Mr. Wu wishes that the government can formulate clear policies and directions for the development of the country for the next five to ten years. At the same time, he also wants the government to pay more attention to the development of digital economy industry other than high-tech sectors such as semiconductors, information and communications technology (ICT), and wafer production. He believes that the development of startups would certainly benefit if the government could provide clearer guiding principles.Currently, the incentives, investments, and policies of the Taiwanese government for the entrepreneurial industry are mostly provided on an "equal shares for all" basis. Nevertheless, such diversified strategy also detracts from the effective use of manpower, materials, resources, and funding, as it offers very limited benefits to startups that are widely involved in many industries. Mr. Wu believes that the government needs to take a step further and change their mindsets when it comes to supporting the development of startups. Rather than "equal shares for all", the government could set an overall objective for every five to ten years, during which it would work toward developing a new economy, and thereby promoting the overall prospects of the new economy.Speaking of partnerships between corporates and startups, Mr. Wu believes that since the common practice tended to focus on hard skills in the past, startups must focus on their soft skills and data analytical skills if they wanted to foster a partnership with corporates. Take WeMo Scooter for instance. Over the past six years, data collected by its mobile vehicles is one-of-a-kind. On top of information concerning its riders, WeMo Scooter has also acquired data on movements, including movements from one place to another, transportation trails within cities, and mobile transportation data of its users.Soft skills and data analytical skills can help make a startup irreplaceable. Mr. Wu emphasized that WeMo Scooter hopes to achieve even better performance in terms of data acquisition in the future, such as collecting more data related to cities. Such data will range from cityscape, gases, oscillation, to temperature, humidity and more. It will collaborate with regional governments, which can plan city management measures ahead based on such data. On top of reducing the occurrence of accidents, such as the gas explosion in Kaohsiung, it can also help cities engage in long-term development planning, thereby improving the cityscape.As for fluctuations in the capital market in 2022, Mr. Wu believes that the most important thing to founders of startups is to "stabilize cash flows". Since the venture capital environment in Taiwan has always been more conservative than the international market, founders must plan ahead to stabilize their cash flows when dealing with economic recessions and market downturn.In addition to fluctuations in the capital market, it is also undeniable that the disastrous COVID-19 pandemic continues to affect the business development of startups in various industries. As for potential scenarios of global expansion, Mr. Wu expressed that his company is looking for different possible avenues. Nevertheless, what remains unchanged is WeMo's belief in integrating the soft and hard skills of Taiwan to continuously spread the vision of "making city living more wonderful" from the corners of Taiwan to different cities throughout the world.Readers can download " 2022 Taiwan Startup Ecosystem Survey" jointly conducted by PwC Taiwan, TIER and DIGITIMES: https://www.pwc.tw/en/publications/taiwan-startup-ecosystem-survey.html
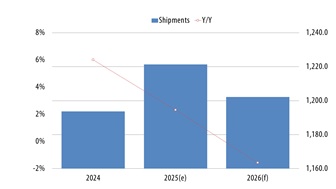
The implementation of smart technologies is one of the most important trends in the automotive industry. As a technology hub, Taiwan is among the world leaders in both technology and services, and many manufacturers are taking advantage of Taiwan's strengths to capture an even greater market share. However, vehicle safety standards are very strict, and industry regulations are constantly being updated. Mr. Allan Tseng, Vice President of Reliability Engineering Division of Integrated Service Technology Inc. (iST) therefore advises manufacturers in Taiwan to closely follow the developments of standard-setting organizations in order to gain customer recognition and secure more orders.The adoption of smart technologies in the automotive industry is already in full swing, and the popularity of the advanced driver-assistance systems (ADAS) continues to grow. After observing the market development, Mr. Tseng points out that Level 2 driving automation has become the vehicle standard in the past two years. A Level 2 vehicle is still controlled by the driver. Nevertheless, its systems actively monitor the environment through various means. They also provide some level of driving assistance, such as collision avoidance, adaptive cruise control, and lane departure warning, which are all basic functions currently.While the transition from partial driving automation of Level 2 to conditional driving automation of Level 3 is indeed trending, Mr. Tseng believes that whether Level 3 vehicles can hit the road depends largely on external infrastructure and government regulations. From a technical perspective, Level 2 vehicles have already matured. Vehicle development per se does not make the transition to Level 3 difficult. However, conditional driving automation requires the incorporation of three environmental factors: people, vehicles, and roads. Therefore, it requires a much larger scope of consideration. Mr. Tseng further analyzes that in Level 2, various functions are focusing on the vehicle itself. This allows automakers to control the development process themselves. As a result, the market is evolving relatively quickly. However, Level 3 involves environments both inside and outside the vehicle. Infrastructure catering to driving automation in the surrounding environment must be in place. At the same time, legislation must also be revised. Therefore, the development process is not solely dependent on manufacturers. Before the industry can make further progress, the relevant infrastructure and legislation must first catch up.While waiting for more favorable external conditions, the automotive and electronics industries have not been slowing down. They continue to invest significant resources to enhance the capabilities of automotive systems. Standard-setting organizations also proceed with updating regulations to improve road safety for the public and provide a more comprehensive framework for the industry to follow.Currently, key standards for the automotive market include IATF 16949 for quality assurance in automotive production, ISO 26262 for functional safety of electrical and electronic systems in road vehicles, VDA 6.3 for quality control systems in the automotive supply chain, and various specifications developed by the Automotive Electronics Council (AEC). Mr. Tseng emphasizes that AEC specifications, which have become the common and fundamental standards for the automotive industry, are particularly relevant to automotive products developed by manufacturers in Taiwan. Therefore, the industry needs to pay more attention to the way standards are developed, as well as details and changes of these standards.At present, AEC has developed six standards for five types of automotive electronic components or modules. Among which are AEC-Q100 (for integrated circuits), AEC-Q101 (for discrete components), AEC-Q102 (for discrete optoelectronic LED components), AEC-Q104 (for multi-chip modules [MCMs] or systems-in-package MCMs) and AEC-Q200 (for passive components). Due to the COVID-19 pandemic, the development of AEC standards has slowed down in the last two years. Nonetheless, the pace will pick up again in the post-pandemic era. Mr. Tseng predicts that standards for board level products, silicon carbide (SiC) components and touch screens will all be announced in 2023.Formulating specifications for board level products could simplify the market. In the past, vendors had to design their products to meet the varying standards of each Tier 1 customer. However, standards set by AEC will share a common framework. Manufacturers of board level products can use this framework as a foundation and add specific features required by Tier 1 vendors to optimize design costs and scheduling. SiC, which features high voltage withstanding, low on-resistance, and low switching losses, is considered the next-generation automotive power devices. According to market research firm, TrendForce, the shipment value of SiC will exceed US$1 billion in 2022, and soar to US$3.9 billion by 2026. AEC is likely to introduce the corresponding standards for the new generation SiC power devices as well. For touch screens, new standards will set detailed requirements in terms of their reliability, as they are an important human-machine interface of automotive systems.iST offers a comprehensive range of consulting and certification services in the field of automotive electronics standards. The company has also become a member of AEC in 2022. There are currently 93 AEC members worldwide, with only nine in Taiwan. iST is the sole independent third-party laboratory in Asia accredited by AEC. According to Mr. Tseng, the AEC membership of iST will bring three major benefits to the automotive component manufacturers in Taiwan. First, iST will be able to stay on top of the dynamics of standard development and help its customers stay ahead of the curve. Second, iST will be able to understand the nature and mechanisms of the standard development process. This will enable automotive component manufacturers in meeting the requirements of these standards and obtain certifications more quickly. Third, iST can serve as a platform between AEC and the automotive component manufacturers in Taiwan, relaying requests of manufacturers during the standard development process. Meanwhile, AEC can also communicate its philosophy on standard development through iST.Mr. Tseng concludes by noting that iST has been heavily involved in automotive electronics for many years, providing consulting, verification, and certification services ranging from semiconductors, modules to vehicles in their entirety. For this service system, iST not only focuses on semiconductor consulting and verification, but has also formed a strategic alliance with DEKRA, a world-renowned third-party professional testing and certification organization. In addition to vehicle inspection, DEKRA has joined forces with iST to establish DEKRA iST, to specialize in reliability verification of automotive modules and systems. By joining AEC, one-stop services offered by iST will become even more comprehensive. In the future, the company will continue to strengthen its capabilities in various areas to help its customers, i.e., the automotive component manufacturers in Taiwan, improve their competitiveness.Mr. Allan Tseng, Vice President of Reliability Engineering Division of Integrated Service Technology Inc. (iST) pointed out that after becoming a member of AEC at the end of 2022, the one-stop service of iST has become increasingly comprehensive, which is able to assist clients in Taiwan to make preparation ahead of the curve by entering and securing the automotive market.
In its early days, Top Taiwan Venture Capital mostly focused on investing in enterprises in their expansion and mature stages, as well as in electronic technology industries. It has successfully completed a dozen venture capital (VC) fundraising based on its past investment performance. Its shareholders included major finance and insurance businesses in Taiwan, as well as corporate shareholders including Chunghwa Telecom, Inventec, ELAN Microelectronics, and SINBON Electronics. By building a well-rounded VC platform and ecosystem, Top Taiwan strives to realize its vision in developing and investing the Taiwan market, and leading Taiwan toward future transformations and challenges.On top of being optimistic about the continued expansion of the semiconductor industry, Top Taiwan mostly factors in Taiwan's extension of core strengths, as well as solutions to the human race's current and upcoming major challenges when making investments. Therefore, in terms of sustainable energy, Top Taiwan has included electric vehicle technologies and the relevant components into its portfolio. Top Taiwan has also expanded into bicycle manufacturing, which is one of Taiwan's core strengths. Bicycles are one of the few products that Taiwan has complete autonomy over—from proprietary brands, global sales channels, to manufacturing and production. Furthermore, bicycles with a traditional mechanical structure can be upgraded to electric bicycles by integrating electronic components and batteries, thereby presenting higher value-added. They are ideal investment targets that focus on upgrading Taiwan's competitive industries, and environmental, social, and governance (ESG) issues since they take into account many functions ranging from environmental protection, sports, health, to recreation.In addition, since challenges facing the human race for its current and future developments include severe climate change, sustainable energy is another issue that we must focus on. Of which, areas that deserve our attention include solar power, wind power, hydrogen, and energy storage, circular investments, and waste recycling and reuse. These are all development projects worthy of investments.Meanwhile, the demand for medical, healthcare, and sports has also increased due to an aging population around the world. Moreover, food shortages caused by the global COVID-19 pandemic and climate change will drive new demand for pharmaceuticals, medical equipment, tests, and agricultural technology. These are all new areas that Taiwanese startups can explore.Mr. Tsung-Liang Yang from Top Taiwan suggested that in dealing with the next wave of industry transformation, Taiwan must begin by strengthening its pool of international talents. As such, Taiwan also needs to provide sufficient incentives to attract talents to either return from overseas, or to recruit foreigners to work in Taiwan. Over the past few decades, the Industrial Technology Research Institute (ITRI) has played an important role in the development of Taiwan's electronic technology and advanced manufacturing industries. As Taiwan embarks on an era of digital economy, an institution of similar gravity should also be formed to drive the development of digital economy in Taiwan. Mr. Yang hopes that the Ministry of Digital Affairs will play a similar role as ITRI did in the past.Nowadays, although Taiwan is currently planning to develop its software and digital economy industries, it has not tailored its development to follow major new-generation software and networking players such as Google, Meta, Amazon, Adobe, Salesforce, or Netflix closely. Taiwan should integrate efforts from the government and private enterprises to connect Taiwanese startup teams to these IT giants that have emerged in the past two decades, so as to re-establish Taiwan as an indispensable player in the global digital industry chain.Startup teams are currently confronted with challenges including a drastic cooldown of global tech stocks, and a credit squeeze brought forth by a rapid interest hike to curb inflation, all of which affect the funding of startup teams. Nevertheless, resource constraints often inspire greater creativity and more productive executions. Top Taiwan has proposed the following three recommendations for the fundraising efforts of startup teams amid such economic climate:1. Startup teams should continue to optimize their products and services to make sure that customers are willing to pay. They also need to get back to the true nature of commerce, which is to find business models that generate liquidity quickly.2. Startup teams need to be very clear of their core products. All non-core products should be discarded.3. The purpose of fundraising for a startup is not merely to get through these tough times, but also to strengthen investments in its core products and to widen its competitive edge over its competitors."If you want to go fast, go alone. If you want to go far, go together." Top Taiwan Venture Capital hopes to become a steadfast partner that offers the strongest support for entrepreneurs. By making investment, it wishes to help Taiwanese entrepreneurs who will lead future transformations, and thereby nurturing world-class Taiwanese enterprises.Readers can download '2022 Taiwan Startup Ecosystem Survey' jointly conducted by PwC Taiwan, TIER and DIGITIMES: https://www.pwc.tw/en/publications/taiwan-startup-ecosystem-survey.html
CES this year made a hit with sustainability, EVs and battery innovation – from smart home technology to clean energy and portable power. At the world's largest consumer electronics show, Zendure, one of the fastest-growing clean energy tech startups, showed off its breakthrough portable power system, SuperBase V."In a world where consumers are looking to reduce their carbon footprint, move off-grid or prepare for the unexpected, innovation in these categories will become more paramount to how we live as human beings," said Jolene Shang, Chief Marketing Officer, Zendure. "For us, it's not just about providing a clean energy solution for consumers in the home and beyond, but about offering true power independence, making energy more accessible and being part of the solution to a global challenge."SuperBase V, CES 2023 Innovation Award Honoree, is the first modular, portable power station with semi-solid state batteries to provide more reliable, safer, cleaner energy when and where users need it most. It is ideal for RV and off-grid living, EV charging, whole-home power needs, and an emergency backup when sudden outages occur, especially during extreme weather.MORE STORAGE & POWER: Zendure's semi-solid state batteries deliver customizable, expandable capacity from 6.4kWh to 64kWh with satellite expansion batteries, the first of this type in the world. The maximum configuration for SuperBase V (with two base units and eight Satellite Batteries) stores enough energy to power a typical household for a week or more.FAST RECHARGE: When used in conjunction with satellite expansion batteries and combined with industry-leading solar input (3,000W) and AC power, SuperBase V can be recharged in just one hour (up to 6.6kW dual-recharge).120V & 240V DUAL VOLTAGE: A backup power for an entire home, it is also the first and only system that can supply 120V/240V dual voltage from a single base unit to charge small and large appliances at the same time.EV CHARGING AT HOME & ON-THE-GO: With up to 12,000W of power distribution, the Home Panel can charge two vehicles at the same time and provide AC power to up to ten circuits around the house. Portable level 2 EV charging also supports public power station input, and the SuperBase V paired with a battery pack adds an extra 40 miles to keep drivers moving between pit stops.SAFER WITH ZERO DOWNTIME: Semi-solid state batteries boast a higher energy density and greater damage resistance than lithium-ion phosphate batteries. And when the unexpected happens, SuperBase V's backup power switches on instantly without interruption, preventing damage or disruption to sensitive equipment.SMART / CONNECTED: Works with Amazon Alexa and Google Home systems for intuitive, convenient voice control. The Zendure app also gives users tools to monitor, manage and customize energy use, which can significantly reduce your energy bill.VERSATILE: Each base station comes with a variety of hook-ups and 14 ports, including AC, USB-A and USB-C and a 12V car outlet for limitless power possibilities.PORTABLE: The unit is equipped with a pull-out handle and motorized wheels for easier portability around your home and on the go.Zendure also showcased its smaller, easy-to-transport power station SuperBase Pro at CES, which comes in a luggage-style design with two wheels and an extendable aluminum handle. With a power output of either 1,500 or 2,000W, the SuperBase Pro can easily keep devices such as laptops, LED lights, drones, mini-fridges, and projectors running for extended periods of time – while camping or during a power outage at home. Plus, it boasts a fast charging time of just one hour for an 80% charge and can also be charged off-grid with solar panels up to 1,800W.Currently, both SuperBase V and SuperBase Pro are now available starting at $3,199 and $1,499, respectively, at Zendure.com (Affiliate: ShareASale). They can also be purchased in installments for easier accessibility.If you'd like to meet with Zendure or schedule a demo at CES, please contact Chris Chiu at chris.qiu@zendure.com. sarah.bellinger@maxborgesagency.comZendure SuperBase V portable power systemPhoto: Company
AI dashcam has been gaining market attention in recent years because it is able to detect specific road events, such as dangerous driving and driver distraction. This technology is especially sought after by fleet management service providers to improve driving safety and driver coaching. To response to the road situation and guide the driver in real-time, iCatch has developed a connected AI dash camera solution based on its CR3 AI imaging SoC which can notify the fleet operation center in real-time on the occurrence of dangerous driving events. This solution has been adopted by US leading fleet management service provider.The connected AI dashcam consists at least two cameras, one is for front-facing and the other is for in-cabin monitoring. The front-facing camera is used to perform advanced driver assistant systems (ADAS) and record hazardous situations as evidence, such as pedestrian collision warning (PCW), forward collision warning (FCW) and lane departure warning (LDW). On the other hand, the in-cabin camera is used for driver monitoring system (DMS), such as distraction by phone or smoke and drowsiness due to long distance driving. When there is an event detected from either camera, the connected AI dashcam will send an event notification along with the event video clip to operation center's cloud server as a backup in real-time.The connected AI dashcam consists ADAS and DMS with event notification real-timePhoto: iCatch TechnologyThe CR3 AI imaging SoC from iCatch not only can support up to 4 cameras with its high dynamic range 4K image processor and H.264/H.265 video CODEC, but also embeds neural processing unit (NPU) for edge AI acceleration. The algorithm provider can easily port their deep learning models to enhance the performance of front ADAS and in-cabin driver monitoring. Moreover, the flexible connectivity interfaces on CR3 can support a variety of networking communication methods, such as 4G LTE, 5G and WiFi through add-on modules. The fleet management service provider can choose the configuration that best fit their existing system architecture.Mr. Choi, CEO of Think-i Corporation, a leading AI dashcam manufacturer in Korea quotes "iCatch's CR3 AI imaging SoC solution comes with a complete dashcam reference software, cloud connectivity libraries and AI development toolchain. Therefore, we are able to develop a comprehensive connected AI dash camera product in much shorter time to meet customers' performance requirement and time-to-market."The fleet management market has been experiencing strong growth and iCatch is obligated to be a part of this revolution. Since customers are looking for AI imaging SoC with even higher imaging and AI deep learning performance, iCatch will continue to develop the next-generation solution to meet customers' future product roadmap to cover not only front and in-cabin, but also side and rear view to be able to monitor the environment surrounding the vehicle to further protect drivers and road users' safety.For more information on iCatch's AI imaging SoC, please visit the company website: https://www.icatchtek.comFor more information on Think-i's AI Dashcam solution, please visit the company website: https://www.think-i.co.kr